Направление пути развития машиностроения и технологической оснастки. Основные направления развития машиностроения. Технологическая подготовка производства
Характеризуется следующими факторами:
1. Создание новых машин и оборудования, предназначенных для принципиально новых и совершенствования существующих технологических процессов.
2. Создание комплексной автоматизации на основе микропроцессорной техники, разработке ГПС и широком применении высокоэффективных систем машин, для всех стадий производственного цикла – от поступления сырья до отгрузки готовой продукциии.
3. Увеличение единичной мощности машин и систем, что обеспечивает повышение скорости осуществления технологических процессов.
4. Внедрение безотходных технологий.
5. Переход к принципиально новым технологическим процессам и видам оборудования повышенной производительности.
6. Самое широкое применение информационных технологий на основе знаний фундаментальных, технических и специальных дисциплин при проектировании конструкций машин, инструментов, средств технологического оснащения и разработке прогрессивных технологических процессов
Машина полезна лишь, если она обладает требуемым качеством и способна удовлетворять потребность людей.
При создании машины ставится две задачи:
1. создать машину качественной;
2. затратить наименьшее количество труда и других ресурсов при ее создании и изготовлении.
Процесс создания машины состоит из трех основных этапов:
1. проектирование машины
2. разработка технологических процессов (ТП) изготовления машины
3. изготовление
В результате проектирования создаются чертежи машины.
Проектирование ТП содержит комплекс проектных работ по выбору методов обработки, обеспечению технологичности изделия, выбору средств технологического оснащения, режущего и контрольно-измерительного инструмента, расчеты режимов и норм времени, расчету технологической себестоимости.
В процессе изготовления появляется машина.
Все три этапа создания машины должны базироваться на творческом подходе и оптимизационных методах решения задач.
Создание машины можно представить в виде схемы (рис.1.1). Изготовление машины связано с использованием различных способов обработки металлов.
Рис. 1..1. Создание машины
Краткая история возникновения металлообработки в России
; в X в. Русские ремесленники обладали высокой техникой изготовления оружия, предметов обихода и т.п.;
· в XII в. Русские оружейники применяли сверлильные и токарные устройства с ручным приводом и вращательным движением инструмента или заготовки
· в XIV – XVI в.в. использовались токарные и сверлильные устройства с приводом от ветряной мельницы;
· в XVI в. в селе Павлове на Оке и в окрестностях г. Тулы существовала металлообрабатывающая промышленность;
· А.И.Нартов (1718-1725) создал механический суппорт для токарного станка;
· М.В. Сидоров (1714) на тульском оружейном заводе создал «вододействующие» машины для сверления оружейных стволов;
Яков Батищев построил станок для одновременного сверления 24 ружейных стволов;
· М.В.Ломоносов (1711-1765) построил лоботокарные, сферотокарные и шлифовальные станки;
· И.И.Ползунов (1728-1764) построил цилиндрорасточные и др. станки для обработки деталей паровых котлов;
· И.П.Кулибин (1735-1818) построил станки для изготовления зубчатых колес часовых механизмов;
· в конце XIX и начале XX в.в. на некоторых предприятиях начали указывать на рабочих чертежах допуски на изготовление деталей.
Зарождение технологии машиностроения, как отрасли науки связывают с появлением трудов, содержащих описание опыта производство процесса.
Впервые положение о технологии сформулировал и определил академик В.М.Севергин в 1804 г. А в 1817 г.: «технология – наука о ремеслах и заводах». Впервые был изложен опыт производства профессором Московского университета И.А. Двигубским в книге «Начальные основания технологии или краткое описание работ, на заводах и фабриках производимых».
Дальнейшее описание выполнено Тиме И.А. (1838-1920 г.г.) в первом капитальном труде «Основы машиностроения. Организация машиностроительных фабрик в техническом и экономическом отношении и производство в них работ», вышедшим в 1885 г. Позже Гавриленко А.П. (1861-1914г.г.) создал курс «Технология металлов».
Затем появились работы не просто обобщающие опыт, но и выявляющие общие зависимости и закономерности. Соколовский А.П. в 1930-1932 г.г. издал первый труд по технологии машиностроения. В 1933 г. Появился труд Каширина А.И. «Основы проектирования технологических процессов» и «Теория размерных цепей», разработанная Балакшиным Б.С., а в 1935г. – «Технология автотракторостроения», в котором Кован В.М. и Бородачев Н.А. занимались анализом качества и точности производства. Исследованием жесткости, применительно к станкам, в 1936 г. занимался Вотинов К.В. Работы ЗыковаА.А. и Яхина А.Б. положили начало анализу причин возникновения погрешностей при обработке. В 1959 г. Кован В.М. разработал методику расчета припусков. Исследования в области технологии машиностроения продолжили Глейзер Л.А., Корсаков В.С., Колесов И.М., Чарнко Д.В. и др.,
Технология машиностроения как наука (в современном понимании) прошла в своем развитии несколько этапов. Можно выделить четыре этапа.
Первый этап (до1929-1930г.г.) характеризуется накоплением отечественного и зарубежного производственного опыта изготовления машин. Публикуются описания процессов обработки различных деталей, применяемого оборудования и инструментов. Издаются руководящие и нормативные материалы ведомственных проектных организаций страны.
Второй этап (1930-1941г.г.) характеризуется обобщением и систематизацией накопленного производственного опыта и началом разработки общих научных принципов построения технологических процессов.
Третий этап (1941-1970 г.г.) отличается интенсивным развитием технологии машиностроения, разработкой новых технологических идей и формированием научных основ технологической науки.
Четвертый этап – с 1970 г. по настоящее время отличается широким использованием достижений фундаментальных и общеинженерных наук для решения теоретических проблем и практических задач технологии машиностроения.
Современное представление технологии машиностроения – это отрасль технической науки, которая изучает связи и закономерности в производственных процессах изготовления машин.
3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ В ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Конфуций учил давать вещам правильные имена. В этом залог будущего успеха.
Исходный продукт процесса – предметы природы, сырье или полуфабрикат.
Сырье – предмет труда, на добычу или производство которого, был затрачен труд.
Полуфабрикат – сырье, которое подвергалось обработке, но не может быть потреблено как готовый продукт.
Продукция – это результат производства в виде сырья, полуфабриката, созданных материальных и культурных благ или выполненных работ производственного характера.
Для превращения предметов природы в полезное изделие служит производственный процесс.
Процесс (в широком смысле слова) – последовательные изменения какого-либо предмета (явления) или совокупность последовательных действий, направленных на достижение определенного результата.
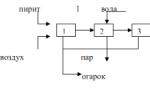
Реальный ход процесса, выполняемого машиной, отличается от идеального из-за непрерывно меняющихся условий. Не остаются постоянными во времени качество исходного продукта, количество сообщаемой энергии, изменяется состояние окружающей среды и самой машины, что приводит к нестабильности качества, количества продукции, производимой в единицу времени, и ее стоимости (рис.25.1).

Рис. 2.1. Нарушения намеченного хода процесса
Производственный процесс включает этапы, которые проходит предмет природы на пути превращения в изделие. Например, добытая железная руда, в процессе плавки превращается в металл, затем поступает на машиностроительные заводы и после различного рода обработки (со снятием и без снятия стружки) превращается в детали. Из деталей при помощи сборки и последующей отделки получается готовое изделие.
В состав производственного процесса включаются все действия по изготовлению и сборке продукции, контролю ее качества, хранению и применения на всех стадиях изготовления, организации снабжения, обслуживания рабочих мест и участков, управление всеми звеньями производства, а также работы по технической подготовке производства.
Технологический процесс (ТП) – часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль (т.е. происходит качественное изменение состояния объекта производства – материала заготовки, детали, машины).
Технологические процессы строятся по отдельным методам их выполнения (процессы механической обработки, сборки, литья, штамповки, термообработки, покрытия, окраски и т.д.).
В технологический процесс включают ряд дополнительных действий орудий производства и рабочих: контроль качества, очистка заготовки и изделий, транспортировка и т. д.
Для выполнения технологических процессов должно быть организованно и надлежащим образом оборудовано рабочее место.
Рабочее место – элементарная единица структуры предприятия (часть объема цеха), где размещаются исполнители работы, обслуживаемое или технологическое оборудование, часть конвейера, оснастка и предметы труда (инструмент, приспособления, ПТО, стеллаж для хранения заготовок, деталей или сборочных единиц.
ТП изготовления машины или детали обычно делится на несколько частей.
Технологическая операция (ТО)– законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109 – 82).
Примеры: обработка детали и нескольких деталей на станке, штамповка нескольких деталей на прессе, сборка на валик нескольких деталей (зубчатое колесо, втулки, подшипники), шабрение направляющих станины, установка и закрепление двигателя на шасси автомобиля.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяют трудоемкость изготовления изделий и устанавливаются нормы времени и расценка, задается требуемое количество рабочих, оборудования, приспособлений и инструментов; определяется себестоимость обработки; производится календарное планирование производства и осуществляется контроль качества и сроков выполнения работ.
В условиях автоматизированного производства под операцией понимают законченная часть технологического процесса, выполняемая непрерывно на автоматической линии, которая состоит из нескольких станков связанных автоматическими действующими транспортно-загрузочными устройствами.
Кроме технологических операций, в состав ТП в ряде случаев включаются вспомогательные операции (транспортные, контрольные, маркировочные, по удалению стружки и т. п.) не изменяющие размеров, формы, внешнего вида или свойств обрабатываемого изделия, но необходимые для осуществления технологических операций.
Основными технологическими элементами, из которых формируются операции являются переходы.
Технологический переход – законченная часть технологической операции, выполняемой над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими без изменения или при автоматическом изменении режимов работы станка.
При этом автоматическое изменение режимов работы станка внутри одного технологического перехода имеет место в период обработки заготовок на станках с программным или адаптивным управлением. В случае использования обычных металлорежущих станков технологические процессы, как правило, осуществляются при неизменных режимах их работы.
Например: проточка одной ступени вала; сверление отверстий; фрезерование поверхности; фрезерование набором фрез нескольких поверхностей (комплектом режущих инструментов); многорезцовая обработка.
Сверление отверстий, зенкерование и развертывание – 3 перехода.
К переходам механической обработки деталей относится и такие законченные элементарные части технологического процесса, как установка и закрепление деталей в приспособлении, ее открепление и снятие (вспомогательные переходы).
Элементарный переход – часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за один рабочий ход без изменения режима работы станка.
Длина участков поверхности, обрабатываемой с неизменной подачей, и соответствующее ей основное время обработки определяет величину элементарного перехода.
Переходы могут выполняться путем удаления одного или нескольких слоев металла, снимаемых один за другим, одним и тем же инструментом с каждой новой поверхности, или сочетания поверхностей детали. В этом случае говорят о переходе, выполняемом в один проход или несколько проходов.
Проходом – называется однократное относительное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности или сочетания поверхностей снимается слой материала (один). Например: шлифование ступени вала в один переход при помощи значительного числа проходов.
Примеры переходов: присоединение шпонки к валу, завертывание гайки при соединении 2-х деталей.
Для термообработки – нагрев детали; закалка ее; очистка.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности предметов труда, но необходимы для выполнения технологического перехода.
Рабочий ход (проход) – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемой изменением формы, размеров, качества поверхности и свойств заготовки.
Установ – часть технологической операции, выполняемых при неизменном закреплении заготовок или собираемой сборочной единицы.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением, относительно инструмента или неподвижной части оборудования, для выполнения определенной части операции.
Закрепление – приложение сил и пар сил к предмету труда дня обеспечения постоянства его положения, достигнутого при базировании.
Различие между установкой и позицией заключается в том, что при каждой новой установке объект производства меняет свое положение относительно приспособления, стола станка, рабочего места или сборочного стенда. При смене позиции объект производства сохраняет положение относительно приспособления, в котором он установлен и закреплен, и меняет свое положение относительно оборудования, рабочего места или сборочного стенда совместно с приспособлением.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, качества поверхности или свойств заготовки, но необходимого для подготовки рабочего хода.
Прием – законченная совокупность действий человека, применяемых при выполнении перехода или его части и соединенных одним целевым назначением.
Наладка – подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. К наладке относятся установка приспособления, переключение скорости или подачи, настройка на заданный размер и т. д.
Подналадка - дополнительная регулировка технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений парметров.
Настройка станка на размер – придание лезвию инструмента требуемого расположения относительно баз заготовки
Станкоемкость - время, в течение которого фактически занят (фактическая станкоемкость) или должен быть занят (расчетная станкоемкость) станок, несколько станков или других видов оборудования для выполнения отдельных или всех операций по обработке детали или целого изделия. В соответствии с этим различают станкоемкость операции, станкоемкость детали и станкоемкость изделия. Единицей измерения станкоемкости обычно служит станкочас.
Трудоемкость – количество времени, затрачиваемое работающим при нормальной интенсивности труда на выполнение технологического процесса или его части. Единица измерения – человеко-час . Для планирования затрат труда используют:
· норма времени – время, установленное рабочему, соответствующей квалификации на выполнение операции или технологического процесса в нормальных производственных с нормальной интенсивностью труда. Единица измерения – 3ч. 5-го разряда .
· норма выработки (для нормирования малотрудоемких работ) – установленное количество изделий, которое должно быть изготовлено в единицу времени. Единица измерения – 1000шт. в 1ч., 3-го разряда .
Масштаб выпуска
характеризует примерное количество машин, деталей или заготовок, выпускаемых или подлежащих выпуску заводом или каким-либо
его цехом в единицу времени (год, квартал, месяц).
Цикл – отрезок календарного времени, определяющий длительность периодически повторяющейся технологической операции от начала до ее конца.
Интенсивность производства одинаковых изделий характеризуется тактом выпуска.
Такт выпуска – промежуток времени, через который периодически осуществляется выпуск изделия. Если говорят, что машину изготовляют с тактом в 5 мин, это значит, что через каждые 5 мин завод выпускает машину.
Ритм выпуска – величина обратная такту.
Партия – количество заготовок (изделий) одного наименования и типоразмера, одновременно (или непрерывно) поступающих для обработки на одно рабочее место в течение определенного времени. Количество заготовок (деталей) в партии определяется на основе технико-экономического расчета.
Показатели производственного и технологического процесса (трудоемкость, цикл, такт) могут быть номинальными, действительными и измерительными. Случайный характер действительных и измерительных значений показателей производственного и технологического процесса заставляет рассматривать их во времени с позиции теории случайных функций.
В зависимости от потребностей, машины изготавливают в разных количествах, определяемых объемом и программой выпуска.
Объем выпуска характеризует примерное количество машин, деталей, заготовок, изделий , подлежащих выпуску в течение планируемого периода времени (год, месяц). Это понятие используется на стадии проектирования завода, цеха, технологического процесса.
Программа выпуска – перечень изделий с указанием количества выпуска по каждому наименованию на планируемый период (год, месяц).
Серия – общее число изделий, подлежащих изготовлению по неизменным чертежам. Размер серии зависит от совершенства конструкции и степени спроса у потребителей.
Обработка деталей машин осуществляется на технологическом оборудовании с применением технологической оснастки.
Технологическое оборудование – средство технологического оснащения для размещения в нем материалов или заготовок, воздействующие на них средства, а также технологическую оснастку.
Технологическая оснастка – средство технологического оснащения, дополняющее технологическое оборудование для выполнения определенной части технологического процесса. (режущий инструмент, приспособления, измерительные средства.
Технологическое оборудование совместно с технологической оснасткой называют технологической системой .
Поточный вид Заготовки без задержек передаются с одной операции на другую, а деталь сразу на сборку. Деталь и сборка находятся в постоянном движении со скоростью, подчиненной такту выпуска. Все необходимое оборудование расставляется по ходу технологического процесса. Поточный вид организации применяется в массовом и в крупносерийном типе производства при изготовлении изделий близких по-своему служебному назначению, которые объединяют в группы. Изготовление ведут поточным методом в пределах одного изделия, со сменой изделия меняется поток и такт выпуска. Такой вид организации называется переменно-поточным
Непоточный вид – движение заготовок на разных стадиях изготовления прерывается пролеживанием на рабочих местах или на складах. Не соблюдается такт выпуска.. Непоточный вид применяется в единичном и мелкосерийном типах производства
ГЛАВА 3. МАШИНА КАК ОБЪЕКТ ПРОИЗВОДСТВА.
3.1. ПОНЯТИЕ О МАШИНЕ И ЕЕ СЛУЖЕБНОМ НАЗНАЧЕНИИ
Понятие машины охватывается большое число самых различных объектов, применяемых человеком для своих трудовых и физических функций. Машина - механизм или сочетание механизмов, осуществляющих целесообразные движения для преобразования энергии или производства работ
Целью создания машин является увеличение производительности и облегчение физического труда человека. В некоторых случаях машина может заменять умственный труд. Например, ЭВМ заменяют человека или помогают ему в проведении необходимых математических операций, информационные машины обрабатывают большое количество заложенной в них информации, выдают необходимые сведения и т.д. Созданные человеком машины могут управлять производственными и другими процессами по определенным, заранее установленным программам и в некоторых случаях автоматически обеспечивать процессы с оптимальными результатами.
Машины в некоторых случаях могут заменять отдельные органы человека, такие, как конечности (механизмы манипуляторов, протезы), искусственное сердце и др.
Роль человека – только функция управления машиной.
Машины различают в зависимости от рода выполняемых работ:
1. Энергетические – преобразуют любой виды энергии (паровая турбина, электродвигатель, электрогенератор и др.)
2. Транспортные – изменяют положение материала, перемещение груза (от велосипеда до космических кораблей).
3. Технологические или рабочие машины изменяют, преобразуют форму заготовки, ее свойства, положение (подъемный кран, сеялка, металлорежущий станок, пишущая машинка и др.).
4. Информационные – предназначены для преобразования информации (от арифмометра до ЭВМ).
Для совершения работы у машины есть рабочий орган (РО) (исполнительный орган).
У экскаватора РО – ковш, у токарного станка РО – шпиндель, резцедержатель, У электрических машин РО – ротор, статор, У реактивных самолетов РО – сопло двигателя.
РО приводит в движение, имеющийся в машине двигатель.
Таким образом, у машин есть РО и двигатель.
Для передачи движения от двигателя к РО существует передающий механизм.
Для управления машиной существуют устройства управления: штурвалы, рычаги, педали, кнопки и более сложные автоматические устройства, работающие по программе без участия человека (автоматы).
Таким образом, машина- устройство, выполняющее механические движения для преобразования энергии, материалов и информации.
Рис. 3.2. Машина – средство производства
Особенностью современного машиностроительного производства является необходимость частой сменяемости номенклатуры выпускаемых изделий, что вызвано потребностями рынка. В таких условиях предприятия машиностроительного профиля стремятся обеспечить гибкость производства и иметь технологическое оснащение, соответствующее требованиям серийного производства, что позволяет выпускать продукцию широкой номенклатуры. При этом условия жесткой конкуренции вынуждают минимизировать трудоемкость изготовления изделий, поэтому возросли требования к достижению высокой производительности в мелко- и среднесерийном производстве. Это особенно актуально на стадии подготовки производства в связи с непрерывным увеличением ее доли затрат в себестоимости продукции серийных производств. Основной составляющей в трудоемкости подготовки производства являются затраты инженерного труда на проектирование технологических процессов.
Наметились три направления решения проблемы повышения эффективности инженерного труда в сфере проектирования:
-> рационализация системы проектирования, включая систематизацию самого процесса проектирования и улучшение организации труда инженера-проектировщика;
-> комплексная автоматизация формальных, нетворческих функций инженера-проектировщика;
-> разработка имитационных моделей для воспроизводства на компьютерах умственной деятельности человека, его способности принимать решения в условиях полной или частичной неопределенности проектных ситуаций, разработки эвристических алгоритмов, позволяющих качественно решать сложные задачи проектирования при введении определенных ограничений.
Основные направления развития машиностроения
Удовлетворение требований высокой мобильности и производительности достигается путем автоматизации производственных процессов за счет широкого использования станков с ЧПУ, гибких производственных модулей, робототехнических комплексов и гибких производственных систем (ГПС).
Основой производственных процессов являются автоматизированные технологические процессы механической обработки и сборки, обеспечивающие высокую производительность и необходимое качество изделий. Современное машиностроение развивается в направлении автоматизации производства, внедрения гибких технологий, позволяющих быстро и эффективно перестраивать технологические процессы на изготовление новых изделий.
Под гибкостью понимается возможность быстрого перехода на новые технологические процессы в связи с изменением факторов, определяющих качество выпускаемых деталей, производительность. При изменении конструктивных параметров детали ГПС должны количественно и качественно переналаживаться в сжатые сроки при минимальных затратах.
Таким образом, тенденцией современного этапа автоматизации проектирования является создание комплексных систем, включающих конструирование изделий, технологическое проектирование и изготовление изделий в ГПС. Спроектированный технологический процесс должен оперативно реагировать на изменение производственных ситуаций изготовления изделий.
Автоматизация проектирования технологии и управления производственными процессами — один из основных путей интенсификации производства, повышения его эффективности и качества выпускаемой продукции. Использование ГПС и технологических модулей позволяет изготавливать детали в любом порядке и варьировать их выпуск в зависимости от производственной программы, сокращает затраты и время на подготовку производства, повышает коэффициент использования оборудования, изменяет характер работы персонала, повышая удельный вес творческого, высококвалифицированного труда.
Одна из тенденций современного этапа проектирования — создание комплексных систем автоматизированного проектирования и изготовления, включающих конструирование изделий, технологическое проектирование, подготовку управляющих программ для оборудования с ЧПУ, изготовление деталей, сборку узлов и машин, упаковку и транспортирование готовой продукции.
В основу производственной деятельности предприятий машиностроительных отраслей заложена предметная специализация. Производственные структуры таких предприятий характеризуются:
-> отсутствием ярко выраженной технологической специализации производств;
-> недостаточной гибкостью оборудования при переходе предприятия к выпуску новой продукции.
Переход на выпуск принципиально новой продукции в условиях сложившихся производственных структур требует коренной перестройки с привлечением дополнительных инвестиций. В рыночных условиях на смену постоянным организационным структурам промышленных предприятий с предметной специализацией должна прийти переменная структура. В этом случае промышленное производство представляется как система предприятий корпоративного типа, состоящая из головного предприятия, определяющего вид выпускаемой продукции, и набора технологически специализированных предприятий. Состав и количество таких предприятий определяются видом выпускаемых изделий. Такая структура легко изменяется в зависимости от запросов рынка. Ее формирование тесно связано с особенностями современного машиностроительного производства:
-> создается сфера информационных технологий инжиниринга, рынка предоставления информационных услуг, которые превращаются в самостоятельную отрасль, имеющую приоритетное значение для развития машиностроения:
-> наука становится самостоятельным элементом производительных сил общества. Растет объем производства наукоемких изделий. Их разработки базируются на опережающих фундаментальных исследованиях, а не на ранее доминирующем эмпирическом подходе к созданию новых изделий;
-> в качестве важнейшего фактора развития предприятий выступает конкуренция при регулирующей роли государства;
-> происходит реструктуризация предприятий на основе рыночных законов экономики. Структура предприятия обеспечивает выполнение полного жизненного цикла изделий. Корпоративные стремления находят развитие в виде создания виртуальных предприятий;
-> индивидуализация заказов, частая сменяемость изделий приводят к повышению доли затрат на технологическую подготовку производства и относительному уменьшению трудоемкости изготовления продукции;
-> основными показателями эффективности деятельности предприятий становятся время и надежность сроков выполнения заказов, качество и себестоимость изделий;
-> возрастает роль информационных технологий инжиниринга, существенным образом влияющих на все основные показатели экономики предприятия;
-> развитие кооперации между предприятиями и расширение рынков сбыта изделий приводят к необходимости создания единой информационной базы.
Таким образом, современный этап развития машиностроения характеризуется необходимостью обеспечения конкурентоспособности производимой продукции, что означает оперативное реагирование производства на изменение потребительского спроса, обеспечение качества, снижение себестоимости производимой продукции при существенном сокращении сроков ее выпуска.
Технологическая подготовка производства
Эта проблема предусматривает решение задачи сокращения времени на технологическую подготовку производства (ТПП), направленную, прежде всего, на расширение номенклатуры выпускаемой продукции при снижении величины партий, что требует создания быстропереналаживаемых производственных систем. В промышленности с технологической подготовкой производства непосредственно связаны освоение выпуска новых изделий, повышение технического уровня и качества продукции, улучшение всех технико-экономических показателей работы предприятий.
Производственные системы в условиях серийного производства ориентированы на возможность выпуска достаточно широкой номенклатуры изделий. Каждая производственная система изначально ориентирована на выпуск определенных видов изделий и имеет технологическое оборудование, выполняющее технологические процессы конкретного вида и организационно не связанное между собой. Поэтому стоит задача разработки методов обеспечения быстрой переналадки и адаптации производственных систем для изготовления деталей широкой номенклатуры с различной программой выпуска. Изделия с большим объемом выпуска также целесообразно изготавливать в условиях гибкого производства, начиная с небольших партий. Это позволяет «довести» конструкцию изделия, отработать технологичность и тем самым сократить время освоения объема выпуска.
Технологическая подготовка , являясь основной составляющей технической подготовки производства, направлена на изготовление новых изделий. При этом главная задача ТПП — обеспечение освоения выпуска нового изделия в короткие сроки и с наименьшими затратами. ТПП включает: разработку технологических процессов, проектирование и изготовление средств технологического оснащения, обеспечивающих технологическую готовность предприятий к выпуску изделий заданного качества при установленных сроках, объемах и затратах.
Технологическая подготовка производства включает:
-> обеспечение технологичности конструкций изделий; п проектирование технологических процессов;
-> конструирование и изготовление средств технологического оснащения.
Уровень технологической подготовки производства существенно влияет на организационную структуру предприятия и технико-экономические показатели его производственной деятельности, а также определяет качество выпускаемой продукции. Высокий уровень ТПП сокращает трудоемкость изготовления деталей и сборки изделия, длительность производственного цикла, снижает себестоимость изготовления продукции и производственный брак, уменьшает расход металла, повышает качество машин и т.д.
Исходными данными для ТПП являются:
-> комплект чертежей на новое изделие; о программа выпуска изделия;
-> срок запуска изделий в производство;
-> организационно-технические условия, учитывающие возможности приобретения комплектующих изделий, а также оборудования и оснастки на других предприятиях.
В комплексе работ по ТПП можно выделить следующие основные этапы:
1) организация и управление ТПП;
2) конструкторско-технологический анализ изделия;
3) обеспечение технологичности конструкции изделия;
4) организационно-технический анализ производства;
5) проектирование технологических процессов;
6) разработка технологических нормативов;
7) проектирование средств технологического оснащения;
8) изготовление технологической оснастки;
9) отладка технологического оборудования.
С функциональной точки зрения значение этапа проектирования технологических процессов в наибольшей меревелико. Разработанные технологические процессы определяют методы обеспечения точности при сборке и изготовлении деталей, форму организации производства и, следовательно, трудоемкость процессов. Виды заготовок и припуски на обработку характеризуют коэффициент использования материала при механической обработке. Разработка унифицированных операций и технологических процессов в значительной степени определяет объем работ практически по всем этапам ТПП. От принятого уровня оснащенности, видов применяемой технологической оснастки и специального инструмента зависит объем работ в конструкторских подразделениях отдела главного технолога и в инструментальном цехе. Обоснованное нормирование всех элементов технологических процессов направлено на определение себестоимости изделия.
Таким образом, проектирование технологических процессов является центральным звеном всей системы ТПП и решающим образом влияет на сроки подготовки и освоения новых изделий, повышение их качества и конкурентоспособность.
На основных стадиях ТПП выполняются следующие виды работ:
-> проектирование технологических процессов изготовления деталей;
-> проектирование технологических процессов сборки узлов и изделия в целом;
-> оформление ведомостей заказов заготовок, нормализованного режущего и мерительного инструмента, оснастки и оборудования, получаемых по кооперации;
-> разработка технических заданий на проектирование специальных инструментов, приспособлений и оборудования;
-> изготовление спроектированной технологической оснастки;
-> проектирование планировки размещения оборудования, расчет рабочих мест и формирование производственных участков;
-> отладка и корректировка технологических процессов, управляющих программ и оснастки, изготовление пробной партии изделий.
При этом первостепенное значение приобретает максимальное уменьшение длительности циклов подготовки производства. Использование вычислительной техники при ТПП обусловлено необходимостью сокращения ее сроков, снижения трудоемкости и многовариантности технологического проектирования, быстрого поиска оптимального проектного решения. Все это требует коренных изменений методов проектирования. Наибольший эффект от применения ЭВМ при разработке технологических процессов достигается при комплексном решении технологических задач. Поэтому используемые системы ТПП являются подсистемами автоматизированной системы управления (АСУ) предприятием.
Чтобы обеспечить запуск производства изделий, на каждую деталь необходимо разрабатывать несколько единиц технической документации и изготавливать в среднем примерно пять единиц различных видов оснастки и инструмента. Высокая трудоемкость выполнения всех этапов ТПП (табл.1) требует привлечения большого числа инженерно-технических работников и, прежде всего, высококвалифицированных технологов.
Таблица 1. Ориентировочная усредненная трудоемкость выполнения этапов ТПП

По мере совершенствования конструкций машин и ужесточения технических требований, предъявляемых к ним, усложняются технологические задачи и повышаются требования к квалификации инженеров-технологов. В то же время сроки, отводимые для ТПП, часто бывают весьма ограничены, что обусловлено рыночной конкуренцией. Вследствие этого возрастает степень влияния ТПП на эффективность деятельности предприятия и его конкурентоспособность.
В этих условиях нет альтернативы использованию систем автоматизированного проектирования технологических процессов (САПР ТП) изготовления изделий.
В проектных, конструкторских и технологических организациях, на предприятиях САПР ТП используют:
-> для повышения качества проектируемой и выпускаемой продукции;
-> повышения технико-экономического уровня объектов проектирования;
-> уменьшения сроков и трудоемкости проектирования.
Независимо от типа производства технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, называется единичным. При разработке единичных технологических процессов каждый раз решаются все задачи технологического проектирования: выбор вида заготовки и последовательности операций, назначение типов оборудования, проектирование технологической оснастки и т.д.
Технологическая подготовка на базе единичных технологических процессов предусматривает проектирование единичных технологических процессов на всю номенклатуру деталей, подлежащих запуску в производство. При этом в зависимости от типа производства, сложности изделий и сроков на технологическое проектирование степень глубины проработки задач проектирования различна. Для единичного производства, как правило, достаточно разработать маршрутные ведомости, для серийного — маршрутные, маршрутно-операционные или операционные технологические процессы, а для массового — подробные технологические процессы (выполняются все работы ГНИ).
При ТПП на базе единичных технологических процессов объем работ, выполняемый на этапе технологического проектирования, велик. Поэтому такая форма подготовки производства оправдана, когда изделие выпускается в большом количестве и длительное время.
Вопрос № 31 Основные направления совершенствования отраслевой структуры машиностроения. Отрасль машиностроения является частью машиностроительного комплекса, который включает в себя машиностроение и металлообработку, ремонтное производство и малую металлургию.
Постоянное изменение отраслевой структуры машиностроения делает необходимым систематический ее контроль с целью выявления соответствия сложившейся структуры отраслей потребностям народного хозяйства.
В промышленно развитых странах, где кризисы и спады производства повторяются периодически, изменения текущей конъюнктуры меньше всего затрагивают выпуск новейшей высокотехнологичной продукции, что создает определенные импульсы для выхода из кризисных ситуаций. Эффект от совершенствования отраслевой структуры машиностроения проявляется в следующем:
1) рост взаимопроникновения и перераспределения ресурсов осваиваемых производств с повышением уровня качества продукции от применения наукоемких технологий;
2) постепенное снижение себестоимости производства за счет эффективного использования ресурсов;
3) постепенное замещение импортного производства продукцией отечественного машиностроения;
4) развитие инфраструктуры отраслей машиностроения.
В результате совершенствования отраслевой структуры машиностроения сформируется ядро – совокупность хозяйствующих субъектов, эффективно реагирующих на изменение конъюнктуры рынка и выпускающих конкурентоспособную продукцию. Процесс производства и реализации продукции, осуществляемый предприятиями, как и любые другие процессы человеческой деятельности, оцениваются не только размером, величиной или суммой полученного эффекта, но, самое главное, следует оценить результативность, а точнее говоря, эффективность реализации этих процессов.
Оценка экономической эффективности производства, кроме того, необходима для:
– выработки и принятия управленческих решений в случае выявления дополнительного спроса и наличия реальных возможностей, об экономической целесообразности (выгодности, прибыльности) расширения действующих производств и увеличения объемов производства и продаж освоенных видов продукции (повышения) на этой основе, а также повышения ее качества, освоения и запуска в производство новых видов изделий;
– аналитических целей, направленных на поиск и последующую реализацию резервов снижения затрат, увеличения объемов производства, изменения цен на производимую продукцию и на приобретаемые материально-энергетические ресурсы и других возможностей повышения экономической эффективности производства;
– организации действенной системы материального стимулирования развития процесса повышения экономической эффективности производства;
– обоснованного ценообразования на производимую продукцию и возможного их регулирования. Реальные возможности оценки экономической эффективности производства обусловлены в первую очередь уже созданными и успешно применяемыми в практике аналитической деятельности предприятий элементами механизма такой оценки, проводимыми научными разработками по его совершенствованию, что обеспечивает ее объективность и достоверность, хотя и не всегда всесторонность и комплексность.
Научно-технический прогресс оказал особенно большое влияние на отраслевую структуру машиностроения, где получили развитие такие отрасли, как электроэнергетическая, приборостроительная с подотраслями: производство средств вычислительной техники, компьютеров, приборов контроля и регулирования сложных технологических процессов, роботов и т.д. Структура -машиностроения формируется по воздействием многих факторов, важнейшими, из которых являются: научно-технический прогресс; темпы развития отраслей народного хозяйства; концентрация, специализация, кооперирование и комбинирование; рост материального благосостояния и культурного уровня народа; сырьевые ресурсы страны; место страны в системе международного разделения труда; укрепление позиций России на мировом рынке.
Большое влияние на изменение отраслевой структуры машиностроения оказывают темпы развития отраслей народного хозяйства, потребляющих машиностроительную продукцию. Чем выше темпы развития той или иной отрасли народного хозяйства, тем больше ее потребность в машиностроительной продукции и тем выше темпы роста отрасли машиностроения, производящей эту продукцию.
Развитие специализации и кооперирования производства приводит к разделению существующих отраслей и к образованию новых отраслей машиностроения, специализирующихся не только на изготовлении отдельных видов продукции и ее частей, но и на осуществлении определенных стадий технологического процесса.
Массовое внедрение в производство научных достижений, широкое распространение современной высокопроизводительной.техники влекут за собой усиление концентрации производства и углубление его специализации не только в рамках национальных хозяйств, но и в пределах целой группы сотрудничающих стран. Экономическая интеграция, объединяя силы стран-участниц и углубляя разделение труда между ними, способствует прогрессивным сдвигам в отраслевой структуре их хозяйств, вытекающим из требований научно-технического прогресса.
Значительное влияние на отраслевую структуру машиностроения оказывает рост материального благосостояния и культурного уровня народа. Под влиянием этих факторов образуются новые производства по изготовлению предметов культурно-бытового назначения - магнитофонов, музыкальных центров, телевизоров, видеоаппаратуры, электроприборов, стиральных машин, пылесосов, мотоциклов, легковых автомобилей и др. Эффект от совершенствования отраслевой структуры машиностроения может проявляться в следующем:
1. Рост взаимопроникновения и перераспределения ресурсов осваиваемых производств, с повышением уровня качества продукции от применения наукоемких технологий;
2. Постепенное снижение себестоимости производства за счет эффективного использования ресурсов;
3. Постепенное замещение импортного производства продукцией отечественного машиностроения;
4. Развитие инфраструктуры отраслей машиностроения.
В результате совершенствования отраслевой структуры машиностроения должно сформироваться ядро - совокупность хозяйствующих субъектов, эффективно реагирующих на изменения конъюнктуры рынка и выпускающих конкурентоспособную продукцию. Размещение машиностроения.
При размещении отраслей машиностроения учитывают следующие факторы: сложность продукции; ее металлоемкость и трудоемкость; массовость продукции и потребление ее в различных районах страны; возможность развивать специализацию, в том числе подетальную и технологическую; сравнительную транспортабельность исходных материалов и готовой продукции; возможность группового размещения предприятий, создания их комплексов.
При организации машиностроительного комплекса предприятия группируются либо на основе связи производства данного вида продукции с рядом производств подетальней и технологической специализации («АвтоЗИЛ», тракторные комплексы, комплексы сельскохозяйственного машиностроения), либо при наличии общей заготовительной базы или смежных производств. " По тенденциям в размещении предприятий отрасли машиностроения могут быть объединены в несколько групп:
отрасли, характеризующиеся высокой металлоемкостью, малой трудоемкостью продукции, выпускаемой небольшими сериями или в единичных экземплярах (подъемно-транспортное, металлургическое, энергетическое машиностроение); предприятия таких отраслей целесообразно размещать в районах металлургических баз;
отрасли, характеризующиеся средней металлоемкостью, невысокой трудоемкостью и транспортабельностью готовой продукции при больших объемах ее выпуска (производство оборудования для нефтяной, химической промышленности, строительных, дорожных, сельскохозяйственных машин); предприятия этих отраслей должны размещаться, как правило, в районах потребления продукции;
4) отрасли
точного машиностроения, для которых
характерны
очень высокая трудоемкость,
малая металлоемкость, повышенная
фондоемкость (радиотехническая и
электронная промышленность,
приборостроение, некоторые производства
электропромышленности); предприятия
этих отраслей размещаются
в районах
высокой технической культуры, имеющих
высоко
квалифицированные кадры,
экспериментальные базы,
науч
но-исследовательские институты.
Отдельные производства внутри отраслей могут иметь особенности в размещении. Так, сборочные предприятия целесообразно размещать в районах потребления их продукции, централизованные заготовительные производства - в районах, близких к источникам сырья, комплектующие производства - в районах, Обеспеченных трудовыми ресурсами, с учетом расположения соответствующих машиностроительных производств. Предприятия по ремонту металлических изделий, сварных конструкции, которые характеризуются низкой трудоемкостью, фондоемкостью, электро- и энергоемкостью, сравнительно невысокой технической культурой производства, размещаются повсеместно.
Экономическое обоснование размещения промышленных предприятий сводится к выбору района и места строительства и определению эффективности осуществления принимаемого варианта.
111> 11 решении попроси о строительстве нового промышленного предприятия должны быть разработаны:
I) балансовые расчеты производства и потребления тех видов продукции, которые будут выпускаться проектируемыми производствами, с расчетом по использованию мощностей всех действующих и намечаемых к строительству предприятий; ".") иона сбыта продукции проектируемых производств; .")) потребность в различных сырьевых, энергетических и других
ресурсах и их запасах в районах строительства; "I) проектные мощности и специализация предприятий; Б) возможности кооперирования и комбинирования с другими предприятиями;
потребность в рабочей силе и пути ее удовлетворения;
развитие транспортной сети в районе строительстве предприятия;
X) примерная стоимость строительства с учетом капиталовложений в
смежные отрасли народного хозяйства; 9) ориентировочные расчеты себестоимости продукции в месте
производства и в районах потребления.
Выбор места (площадки) для строительства крупного предприятия, а тем более промышленного комбината или комплекса относится к весьма сложным проектным вопросам, требующим специальных изыскании и многовариантных расчетов. При выборе, например, мест для размещения Волжского и Камского автомобильных заводов рассматривалось и сравнивалось свыше 70 площадок в различных районах страны.
В качестве района размещения промышленного предприятия, в зависимости от характера продукции и перерабатываемого сырья, принимается крупный экономический район или административно-экономический район (край, область, республика). Размещение отдельных предприятий внутри экономического района или даже в пределах более малых территориально-производственных комплексов может быть рациональным только при условии их взаимной увязки друг с другом.
Оптимальное размещение комплекса предприятий на общей территории обеспечивает рациональную территориальную организацию общественного производства в целом и приводит к созданию территориально-производственных комплексов разных типов и размеров, обеспечивающих крупный экономический эффект, поскольку они способствуют уменьшению капитальных затрат и себестоимости продукции.Расчеты показывают, что при групповой застройке по сравнению с условиями возведения обособленных предприятий площадь застраиваемой территории сокращается примерно на 10 %, протяженность коммуникаций уменьшается на 20, затраты на общие объекты сокращаются на 20 %. Но для обоснования эффективности этого сочетания и выбора оптимальных размеров и структур такого сочетания применительно к условиям той или иной территории необходимо предварительно определить рациональность размещения каждого из этих предприятий в отдельности, а затем эффективность их совместного размещения в комплексе.
Развитие существующих и формирование новых территориально-производственных комплексов требует строгой координации органов управления народным хозяйством различных уровней, а также детальной разработки генеральных схем, в которых должны научно обосновываться структура комплекса, сроки их формирования в увязке с общегосударственным планом развития и размещения промышленности.
Учеными разработаны принципиальные положения методики определения экономической эффективности размещения предприятий. В качестве основного критерия экономической эффективности размещения новых промышленных предприятий принимается максимальное повышение эффективности общественного труда за счет рационального использования материальных, трудовых, финансовых ресурсов в процессе производства и доставки продукции потребителю. В методическом отношении этот критерий наиболее полно выражается в показателе сравнительной экономической эффективности - минимуме приведенных затрат.
Экономическая эффективность размещения новых предприятий определяется на основе народнохозяйственной оценки взаимодеиствующих факторов, при которой учитываются затраты и экономия труда по всем отраслям, непосредственно сопряженным со строительством и эксплуатацией размещаемого промышленного объекта.
Для оценки сырьевого фактора и регионального потребления продукции новых промышленных объектов используется метод" лонпрования. Для построения рациональной зоны потребления данного вида продукции соизмеряются себестоимость производ-0ТВ8 единицы продукции и удельные капиталовложения в сравни паемых районах или пунктах производства, а также издержки па транспортировку продукции к местам потребления. Пункты одинаковых суммарных издержек образуют границы зоны рационального распространения одноименной продукции, производимой в каждом из сравниваемых районов.
Размещение крупных промышленных объектов определяется па основе анализа вариантов возможных пунктов строительства и рассматриваемых районах будущего размещения. Метод сравнительной вариантной оценки требует качественного анализа и количественной оценки каждого варианта. Качественный ана-ЛИЭ позволяет выявить существо конкретной хозяйственной-ситуации и сформулировать постановку задачи размещения производства. Количественная оценка каждого из вариантов дается па основе экономико-математического моделирования.
Сравнительная экономическая эффективность размещения предприятий определяется применительно к вариантам, сопоставимым по конечному полезному народнохозяйственному эффекту, при технических решениях, наиболее полно отвечающих природным и экономическим условиям районов размещения.
Основными показателями, позволяющими оценить эффективность размещения комплекса, комбината, предприятия, являются капитальные вложения, уровень себестоимости продукции, приведенные затраты.
Общая величина капитальных вложений по вариантам размещения может быть исчислена по формуле:
К, = К, +К,-, +К +К +К +К,
оощ. ос.ф. оо.ф. сопр. тр. непр. пот."
где Кос, - прямые затраты на создание основных фондов; К, "- то же, на образование оборотных фондов; К - капитальные вложения в сопряженные отрасли; К - то же, в развитие транспорта; Кн - то же, на создание непроизводственных основных фондов; Ктт - затраты на возмещение потерь, вызываемых строительством.При сравнении возможных вариантов размещения производства рассматриваются только взаимозаменяемые варианты, обеспечивающие одинаковые объемы, виды и качество продукции.
Сроки строительства и освоения мощностей по районам страны значительно различаются, поэтому в анализе эффективности капитальных вложений учитывается разрыв во времени между осуществлением капитальных вложений и получением эффекта.
Методы оценки себестоимости промышленной продукции на новых предприятиях исходят из народнохозяйственного подхода, позволяющего исчислять полную себестоимость продукции в районах ее потребления и учесть основные зависимости от конкретных природных и экономических условий в районах размещения нового производства, а также себестоимость продукции в районах ее доставки потребителям.
Полная (народнохозяйственная) себестоимость промышленной продукции рассчитывается по следующей формуле:
с =с + с + с,
нх пост. пер. тр."
где С - себестоимость продукции у потребителя с учетом реальных особенностей ее производства и транспортировки; Стт - «условно-постоянная» часть затрат, не зависящая от района размещения; С, - «условно-переменные» затраты, исчисленные с учетом региональных условий развития сырьевой, топливно -энергетической базы, оценки водных ресурсов, отвода промышленных стоков, территориальных различий стоимости строительства, региональных особенностей трудовых ресурсов и др.; С - затраты па транспортировку готовой продукции к потребителям с учетом полной себестоимости перевозок и особенностей транспортировки между районами производства и потребления.
Указанные выше методы оценки капитальных вложений и себестоимости позволяют подойти к выявлению народнохозяйственных затрат при сравнении вариантов размещения производства. При условии однородности показателей затрат сравниваемые варианты различаются обычно по уровню капитальных вложений и эксплуатационных издержек. Для выявления экономической эффективности в расчетах определяется минимум приведенных затрат, которые отражают показатели капитальных вложений и себестоимости продукции при установленном нормативном коэффициенте эффективности. Машиностроение отличается от других отраслей промышленности целым рядом особенностей, которые влияют на его географию. Важнейшим является наличие общественной потребности в продукции, квалифицированных трудовых ресурсов, собственного производства или возможности поставки конструкционных материалов и электроэнергии. И хотя в целом машиностроение принадлежит к отраслям «свободного размещения», так как оно в меньшей степени испытывает влияние таких факторов, как природная среда, наличие полезных ископаемых, воды и т. д. В тоже время на размещение предприятий машиностроения сильное влияние оказывает ряд других факторов. К ним можно отнести:
Наукоёмкость: Трудно представить себе современное машиностроение без широкого внедрения научных разработок. Именно поэтому производство наиболее сложной современной техники (компьютеров, всевозможных роботов) концентрируется в районах и центрах, обладающих высокоразвитой научной базой: крупными НИИ, конструкторскими бюро (Москва, Санкт-Петербург, Новосибирск и др.). Ориентация на научный потенциал - основополагающий фактор размещения машиностроительных предприятий.
Металлоёмкость: Отрасли машиностроения, занимающиеся производством такой продукции, как например, металлургического, энергетического, горно-шахтного оборудования потребляют много черных и цветных металлов. В связи с этим машиностроительные заводы, занимающиеся выпуском такого рода продукции обычно стараются находиться как можно ближе к металлургическим базам, чтобы уменьшить затраты по доставке сырья. Большинство крупных заводов тяжелого машиностроения расположены на Урале.
Трудоёмкость: С точки зрения трудоёмкости машиностроительный комплекс характеризуется большими затратами и очень высокой квалификацией труда. Производство машин требует больших затрат рабочего времени. В связи с этим достаточно большое количество отраслей машиностроения тяготеют к районам страны, где концентрация населения высока, и в особенности там, где есть высококвалифицированные и инженерно-технические кадры. Чрезвычайно трудоёмкими можно назвать следующие отрасли комплекса: авиационная промышленность (Самара, Казань), станкостроение (Москва, Санкт-Петербург), производство электротехники и точных приборов (Ульяновск).
Близость потребителя: Продукцию некоторых отраслей машиностроения, таких как: производство энергетического, горно-шахтного, металлургического оборудования, которые потребляют большое количество черных и цветных металлов экономически нецелесообразно перевозить на большие расстояния из-за их большого размера и высокой стоимости перевозок. Поэтому предприятия многих отраслей машиностроения размещается в районах потребления конечной продукции.
Как отдельный фактор географического размещения машиностроения можно вынести военно-стратегический аспект. Принимая во внимания интересы государственной безопасности, многие предприятия машиностроительного комплекса, выпускающие продукцию оборонного назначения, удалены от границ государства. Многие из них сконцентрированы в закрытых городах.
Задача № 4 Решение: Экономическую степень от реализации продукции определим по формуле: Эг = (С1 + Ен * К1+ Т1) - (С2 + Ен * К2 + Т2) * V2, где С1 ,С2 - себестоимость до и после специализации; руб. Т1,Т2 - транспортные расходы на 1 ед. до и после специализации,руб. К1,К2 - удельные капитальные вложения до и после специализации, руб. Ен - нормативный коэффициент капитальных вложений; V2 - годовой выпуск продукции после специализации; Эг = (60 + 0,12 * 100 + 10) - (50 + 0,12 * 150,3 + 1,6) * 32000 = (82 - 69,636) * 32000 = 395648 (руб.) Ответ: Эг = 395648 руб.
Список литературы.
1.
Дубровский В.Ж., Чайкин Б.И. Экономика и управление предприятием (фирмой). Екатеринбург, 2003. 2. Организация и планирование машиностроительного произ
водства (производственный менеджмент): Учебник / Под ред.
Ю.В. Скворцова, Л.А. Некрасова..- М.: Высшая школа, 2003.
Схиртладзе Е.Г. 3. Кучина Е. Проблемы обеспечения конкурентоспособности продукции машиностроения//Маркетинг-2006-
4.
Пестова Е.А. Отраслевая структура и роль машиностроения в экономике государства / Право и экономика: Сборник научных трудов МосГУ. Выпуск 3./ Под ред.Н.Н. Косаренко. -М., 2008. 5. Пестова Е.А. Анализ структуры и уровня затрат, запасов / Актуальные проблемы современности: сборник научных статей. - М.: изд-во МГУ, НИБ, 2008. 6. Пестова Е.А. Методика и практика оценки затрат на производство машиностроительной продукции. Под общей ред. Лютовой И. И, Лодкиной Т.В.- Вологда: ВИБ, 2008.
основных
Совершенствование
организационной структуры
предприятия 3.2 Совершенствование
... . В отраслевом
разрезе из... деревообрабатывающую промышленность (9,4 %), машиностроение
и металлообработку (8 %), ...Характеристика отрасли машиностроенияКонтрольная работа >> ЭкономикаПризнакам используются для выработки направлений совершенствования отраслевой структуры машиностроения в соответствии с... основным направлениям рационального использования сырьевых и топливно-энергетических ресурсов можно отнести: Улучшение структуры ... |
Эффективность реконструкции всех отраслей народного хозяйства в решающей мере зависит от машиностроения. Именно в нем материализуются научно-технические идеи, создаются новые системы машин, определяющие прогресс в других отраслях экономики.
Перед машиностроителями поставлена задача: резко повысить технико-экономический уровень и качество своей продукции, перейти на выпуск самых новейших машин, станков и приборов. Чтобы ускорить выпуск новейших машин, необходимо в 3-4 раза сократить сроки разработки и освоения новой техники. При этом предусмотрено, что все вновь осваиваемые виды машиностроительной техники по производительности и надежности должны превосходить в 1,2 ... 2 раза выпускаемую аналогичную продукцию, при этом удельная * материалоемкость новых машин должна быть снижена на 12 ... 18%. (Первоочередное развитие получают такие отрасли машино-строения, как станкостроение, электротехническая промышленность, микроэлектроника, вычислительная техника и приборостроение! вся индустрия информатики - подлинные катализаторы научно-технического прогресса. Темпы прироста выпуска продукции этих отраслей намечены в 1,3 ... 1,6 раза выше по сравнению со средними по машиностроению в целом.
В настоящее время создан и получает распространение принципиально новый класс машин, обеспечивающий высокую производительность - автоматизированные производственные системы (участки, цехи, заводы) . Ускоренно нарастает производство промышленных роботов, обладающих искусственным зрением, воспринимающих речевые команды и быстро приспособляющихся к изменяющимся условиям работы.
В нашей стране разработан такой новейший класс техники, как роторные и роторно-конвейерные линии для машиностроения и металлообработки. По сравнению с обычными видами оборудования они обеспечивают повышение производительности труда в 10 и более
* Часто для оценки различных вариантов используют удельные показатели-- отношение массы изделия к его характерному параметру (мощности, вращающему моменту, производительности и т. п.).
Требования к машинам и деталям
В соответствии с современными тенденциями к большинству проектируемых машин предъявляются следующие общие требования:
· высокая производительность;
· экономичность производства и эксплуатации;
· равномерность хода;
· высокий коэффициент полезного действия;
· автоматизация рабочих циклов;
· точность работы;
· компактность, надежность и долговечность;
· удобство и безопасность обслуживания;
· транспортабельность;
· соответствие внешнего вида требованиям технической эстетики.
При конструировании и изготовлении машин должны строго соблюдаться Государственные стандарты (ГОСТы).
Применение в машине стандартных деталей и узлов уменьшает количество типоразмеров, обеспечивает взаимозаменяемость, позволяет быстро и дешево изготовлять новые машины, а в период эксплуатации облегчает ремонт. Изготовление стандартных деталей и узлов машин производится в специализированных цехах и на заводах, что повышает их качество и снижает стоимость.
Одним из главных требований, предъявляемых к машинам и их деталям, является технологичность конструкции, которая значительно влияет на стоимость машины.
Технологичной и называют такую конструкцию, которая характерна минимальными затратами при производстве и эксплуатации.
Технологичность конструкции характеризуется:
1. применением в новой машине деталей с минимальной механической обработкой, При этом широко используется штамповка, точное литье, фасонный прокат, сварка;
2. унификацией данной конструкции, т. е. применением одинаковых деталей в различных узлах машины;
3. максимальным применением стандартных конструктивных элементов деталей (резьб, канавок, фасок и др.), а также стандартных квалитетов и посадок;
4. применением в новой машине деталей и узлов, ранее освоенных в производстве.
Надежность машин
Основными показателями надежности являются вероятность безотказной работы и интенсивность отказов.
Вероятностью безотказной работы Р (f) называется вероятность того, что в заданном интервале времени или в пределах заданной наработки не возникает отказ изделия.
Если за время наработки t из числа No одинаковых изделий были изъяты из-за отказов Nt изделий, то вероятность безотказной работы изделия
3.1. Р (f) = (N 0 - N t)/N 0 = 1 - N t /N 0 .
Так, напримеh, если по результатам испытания в одинаковых условиях партии изделий, состоящей из Nо=1000 шт., после наработки 5000 ч вышли из строя N 1 = 100 изделий, то вероятность безотказной работы этих изделий
P(t)== 1 – Nt/Nо= 1-100/1000=0,9.
Вероятность безотказной работы сложного изделия равна произведению вероятностей безотказной работы отдельных его элементов:
P (t) = P 1 (t) P 2 (t)…Pn(t)
Из формулы 3.2. следует, что чем больше элементов имеет изделие изделие, тем меньше его надежность.
Интенсивность отказов (t). В разные периода эксплуатации или испытаний изделий число отказов в единицу времени различно. Число отказов, приходящихся на единицу времени, называется интенсивностью отказов.Так, в предыдущем примере при испытаний в интервале от О до 5000 ч из строя вышли 100 изделий. Это значит, что в среднем в 1 ч отказывает 0,02% изделий (1 изделие за 50 ч работы).
Типичная зависимость интенсивности отказов K(t) от времени эксплуатации t для большинства машин и их узлов показана на рис. 0.1. В начальный период работы - период приработки - интенсивность отказов велика. В этот период проявляются различные дефекты производства. Затем она убывает, приближаясь к постоянному значению, соответствующему периоду нормальной эксплуатации. Причиной отказов в этот период являются случайные перегрузки, скрытые дефекты производства (микротрещины и др.) . В конце срока эксплуатации наступает период проявления изнашивания, когда интенсивность отказов быстро возрастает и, следовательно, эксплуатация изделии должна быть прекращена.
Основы надежности закладываются конструктором при про-) актировании изделия. Надежность зависит также от качестваизготовления изделия и от соблюдения норм эксплуатации. Она монотонно снижается в течение срока службы.
В технике имеются высоконадежные устройства, например в железнодорожном транспорте, авиации, космонавтике и др.
Рис. 3.1. Зависимость интенсивности отказов от времени эксплуатации
«Надежность машин» - - новая форма соединения науки с производством, призванная ускорить научно-технический прогресс.
Одной из главных задач машиностроения является коренная реконструкция и опережающий рост таких отраслей, как станкостроение, приборостроение, электротехническая и электронная промышленность, производство вычислительной техники, что позволит России набрать темпы для приближения к мировому уровню экономики.
Отечественному машиностроению присущ целый ряд проблем , которые можно сгруппировать в зависимости от их характера.
1. Проблемы, связанные с развитием машиностроительного комплекса:
- низкие темпы роста ведущих отраслей, а в некоторых случаях и спад производства;
- нарушение технологических связей;
- простои многих предприятий;
- низкие темпы обновления оборудования и выпускаемой продукции (например, 60% металлообрабатывающих станков имеет возраст более 10 лет).
2. Необходимость структурной перестройки:
- основная часть продукции российского машиностроения имела оборонное значение в течение длительного времени, в связи с чем возникла необходимость обоснованного перепрофилирования отраслей;
- необходимость сокращения диспропорций в темпах роста отдельных отраслей;
- необходимость опережающего роста таких отраслей, как станкостроение, приборостроение, электротехническая и электронная промышленность.
3. Проблемы повышения качества производимых машин:
- несоответствие подавляющей части отечественного оборудования и машин мировым стандартам;
- низкая надежность производимых машин (из-за плохого качества комплектующих деталей в первый же год эксплуатации из строя выходит от 20 до 30% изделий машиностроения).
Среди основных направлений развития машиностроительного комплекса в условиях перехода к рыночными отношениям можно выделить:
- приоритетное развитие наукоемких отраслей, машиностроительного оборудования, автомобилестроения;
- демонополизация (на сегодняшний день доля монопольного производства в России составляет 80%);
- наращивание на территории России многих машиностроительных производств (точных станков, нефтяного оборудования, микроавтобусов);
- налаживание новых технологических связей со странами ближнего и дальнего зарубежья;
- оживление инвестиционной активности, государственная поддержка предприятий, ориентированная на производство продукции высоких технологий.
Факторы развития машиностроения
Для обеспечения своего лидерства машиностроению необходимы определенные условия. Одно из них можно изобразить соотношением: «1:2:4». Оно означает, что если темпы развития хозяйства страны принять за единицу, то машиностроение должно развиваться в 2 раза быстрее, а важнейшие его отрасли (электроника, приборостроение и другие) — в 4 раза быстрее. В России это соотношение было примерно таково — «1:0,98:1».
Машиностроительная промышленность отличается широким развитием межотраслевых и внутриотраслевых связей, основанных в значительной мере на производственном кооперировании.
На долю машиностроения приходится более 1/3 объемов производства товарной продукции промышленности России, около 2/5 — мышленно-производственного персонала и почти 1/4 основных промышленных производственных фондов.
Ассортимент выпускаемой продукции российского машиностроения отличается большим разнообразием, что обусловливает глубокую дифференциацию его отраслей и существенно влияет на размещение производства отдельных видов продукции.
В России машиностроение принадлежит к числу наиболее распространенных в территориальном отношении отраслей промышленности. Однако в одних районах оно имеет профилирующее значение, а в других его функции ограничены главным образом удовлетворением внутренних потребностей.
По характеру технологического процесса многие отрасли машиностроения тяготеют к районам высокой технической культуры. В то же время эти районы обычно являются довольно емкими потребителями готовой продукции.
Совпадение источников сырья с местами потребления готовой продукции представляет собой оптимальный вариант размещения машиностроительных предприятий. В этом случае значительно сокращаются транспортные расходы по перевозке металла, машин и оборудования, возникают условия для установления связей между машиностроением и черной металлургией. Машиностроительные заводы освобождаются от некоторых операций, в большей мере свойственных металлургии, а металлургические заводы получают возможность использовать отходы машиностроения и специализироваться в соответствии с его потребностями.
При территориальной разобщенности сырьевых баз и основных потребителей машин и оборудования районы потребления имеют преимущества. Дело в том, что в машиностроении расход сырья на 1 т готовой продукции составляет в среднем 1,3- 1,5 т, между тем как затраты на транспортировку любой машины намного выше, чем затраты на транспортировку металла, который был использован для ее производства. Поэтому даже металлоемкие производства, дающие малотранспортабельную продукцию, часто тяготеют к районам потребления.
Анализ проведенных научных исследований по проблемам размещения отдельных отраслей машиностроения показан, что в решении вопросов их территориальной организации еще нет единства ни в постановке проблемы, ни в методах расчета и оценки эффективности, что усложняет поиск рационального варианта размещения машиностроения в целом.
Экономическая наука располагает многими приемами расчета сравнительной эффективности вариантов размещения. Основными из них являются:
- расчет по предприятию-аналогу (размещаемое предприятие берется в качестве аналога для всех экономических районов; по этому методу проводят расчеты затрат, связанных с размещением предприятия-аналога для каждого экономического района);
- расчет по условному представителю (в качестве условного представителя выбирают тип изделия, производство которого преобладает в отрасли);
- расчет по фактическим технико-экономическим показателям производства (при данном методе расчеты ведутся по конкретным производствам, а при оценке эффективности их размещения получают более достоверные результаты);
- определение на основе оптимизационных расчетов (этот метод с применением математического моделирования позволяет одновременно решать многие проблемы территориальной организации производства).
Среди факторов, влияющих на размещение машиностроения, значительная роль принадлежит специализации и кооперированию производства.
Специализация дает большие возможности для использования высокоэффективного производственного оборудования, а также средств автоматизации производственных процессов. Специализация может быть следующих типов:
- детальная или подетальная, которая подразумевает выпуск отдельных частей или деталей готового продукта;
- предметная, т.е. отвечающая за выпуск определенных конечных видов продукции;
- технологическая — производство полуфабрикатов (литье, различные виды заготовок) или осуществление отдельной операции и технологического процесса.
Специализация тесно связана с кооперированием , которое предполагает участие в процессе производства готового продукта нескольких предприятий.
Машиностроение отличается от других отраслей промышленности рядом особенностей, которые влияют на его географию.
Наукоемкость. Производство наиболее прогрессивной и сложной техники концентрируется в районах и центрах, обладающих высокоразвитой научной базой: крупными НИИ, конструкторскими бюро, опытными заводами в Москве, Санкт-Петербурге и Новосибирске. Ориентация на научный потенциал — ведущий фактор размещения машиностроительных предприятий.
Трудоемкость — это большие затраты и высокая квалификация используемого труда. Производство машин требует очень больших затрат рабочего времени. Поэтому многие отрасли машиностроения тяготеют к районам с высокой концентрацией населения. Для разработки новых образцов техники необходимы не просто людские ресурсы, а высококвалифицированные рабочие и инженерно-технические кадры. Высокая трудоемкость присуща станкостроению (Москва), авиационной промышленности (Казань, Самара), производству приборов и электронной техники (Ульяновск, Новосибирск).
Металлоемкость. Машиностроительный комплекс потребляет значительную часть черных и цветных металлов. В этой связи машиностроительные заводы, выпускающие металлоемкую продукцию (металлургическое, энергетическое, горно-шахтное оборудование), ориентируются на металлургические базы. Крупные заводы тяжелого машиностроения расположены на Урале (Екатеринбург).
Многие отрасли машиностроения развиваются в районах с благоприятным для организации кооперирования экономико-географическим положением. Например, автомобилестроение — в Центре и Поволжье. Поскольку перевозка машин обычно осуществляется на большие расстояния и в разных направлениях, машиностроительные заводы размешаются на крупных транспортных магистралях.
Некоторые машиностроительные предприятия ориентируются на потребителей их продукции, поскольку их продукцию сложно транспортировать из-за большого веса и крупных размеров. Выгоднее их производить прямо в районах потребления. Например, тракторы для перевозки леса производятся в Карелии (Петрозаводск), комбайны для уборки зерновых — на Северном Кавказе (Ростов-на-Дону, Таганрог).
В зависимости от особенностей взаимодействия таких факторов, как материалоемкость, трудоемкость и энергоемкость, выделяют тяжелое машиностроение, общее машиностроение и среднее машиностроение.